DESCRIPTION DU PROCEDE ET DU FONCTIONNEMENT DES INSTALLATIONS de recuperation chlorés SERIE DR
Le procédé chimique utilisé par les installations DR
pour le traitement de l'air contenant du solvant est l'adsorption sur lit de
charbon actif.
L’adsorption c’est un procédé très
simple qui permet de capturer et neutraliser sur un medium solide, et avec un
rendement très élevé les solvants contenus dans une émission rejetée à
l’atmosphère.
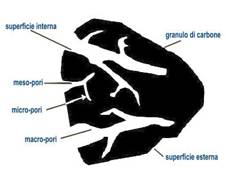
L’adsorbant
solide usuellement employé c’est le charbon active d’origine végétale ou
minérale, traité thermiquement pour obtenir un matériel poreux avec un surface
active très élevée. La qualité du charbon avec origine végétale a,
habituellement, une qualité bien supérieure à celle du charbon d’origine
minérale et différents types d’imprégnation ont l’effet d’augmenter
l’abattement des polluants.
|
|
La
qualité de l’adsorption, donnée par quelconque charbon actif, est
principalement basée sur sa surface active mesurée en B.E.T. (acronyme des
trois nom de scientistes qui ont réalisé cette méthodologie de mesure)
exprimée en mètres carrés de
surface active mesurée par chaque gramme de charbon. |
|

Usuellement
pour le traitement d’air pollué on utilise un charbon actif avec 1000 m2/g
di B.E.T. (surface active) mais OMNIATEX utilise un charbon optime, avec au
moins 1250m de surface active par gramme de charbon.
L'efficacité
de rétention du charbon actif, en plus de la surface active, est donnée par:
|
Caractéristiques chimiques- physiques du
solvant |
Hauteur de la couche de charbon actif |
|
Caractéristiques chimiques- physiques du
charbon actif |
Humidité relative du flux d’air |
|
Pression du procédé d’adsorption |
|
|
Concentration du solvant dans le flux d’air |
Température du flux d’air |
|
Distribution et dimension des pores du
charbon |
Vitesse du flux d’air dans le charbon |
La
rétention de solvant donnée par l’activité du charbon actif, est montrée, à
l’équilibre -avec température et pression données-, par un diagramme spécial
appelé Isotherme, dans le quel la
capacité de rétention est exprimée en % (poids) de solvant capturé par Kg de
charbon spécifique utilisé à la concentration (ou pression partiale) du solvant
en entrée dans le charbon. Quand l’isotherme d’équilibre vient atteinte par le
charbon, la même quantité de solvant qui entre la couche de charbon quitte le
charbon, justement parce que l’équilibre a été atteint et le charbon employé
n’a pas plus de ‘’forces’’ pour capturer encore du solvant.
Donné
que la concentration de solvant rejeté, à charbon plein, est habituellement
bien supérieure aux limites imposées par
On doit bien
faire attention que la capacité d’adsorption des charbons actifs est bien
réduite, dans plusieurs cas définitivement, par la présence dans le flux d’air
contenant le solvant, par des autre composants que ne peuvent pas être tirés
des pores du charbon actif, comme les solvant haut bouillants, les agents de
polymérisation, la poussière et beaucoup d’autres composants chimiques.
Quand
ces composants sont présents dans l’air à traiter l’adsorption ne peut pas être
conduite avec une efficacité acceptable, et le charbon doit être remplacé. Ce
cas peut arriver après quelque mois ou, maxi, après deux trois ans du démarrage
de l’installation.
Par
conséquence une attention particulière doit être appliquée à ce problème car le
coût du changement du charbon actif de l’installation représente un frai
opérationnel très élevé pour le conducteur de l’installation. Si l’air en entré
à l’installation c’est sans polluants, ou si ces derniers sont éliminés avant de
l’entré sur le lit de charbon, si la vapeur est produite avec une eau déminée
poussée et si la pression de régénération est faible, le vie du charbon de
l’installation est usuellement de 8 – 10 ans.
Dans
les années 90 OMNIATEX reçu un Prix de part du CNR Italien (Centre Nationale
pou
|
|
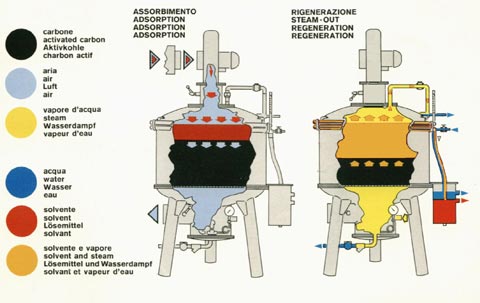
En passant au travers de ce matériel adsorbant, l'air
est épuré du solvant qu'il contient. Ce solvant est en effet, emprisonné dans
les pores du charbon, alors que l'air épuré est rejeté dans l'atmosphère et
cette phase de travail de l’installation s'appelle ADSORPTION.
Les propriétés du charbon actif, et le dimensionnement du
lit, permettent du piéger le solvant et de rejeter un air épuré. Lorsque l’air
rejeté commence à se trouver chargé à nouveau de solvant, il y a lieu d’isoler
le lit de charbon actif chargé et de procéder à sa régénération. Un
"lavage" ad hoc par vapeur saturée en basse pression le ‘’nettoiera’’.
Cette deuxième phase s'appelle REGENERATION. Cette opération nécessite d’un
envoie de vapeur, produite avec de l’eau demineralisée, à basse pression ou produite
par l’installation, en contre-courant par rapport du flux de l’air. La vapeur
va désorber le charbon actif et on tire un mélange vapeur d’eau/vapeur de
solvant qui, condensé puis refroidi, est recueilli dans un décanteur. Dans ce
dernier l’on retrouve un condensât qui se sépare en deux couches ou phases, une
aqueuse et une organique. On doit bien faire attention que les solvants chlorés
pendant cette phase subissent une décomposition chimique et une perte de
stabilisants et les solvants utilisés pour la récupération doivent par
conséquent être stabilisés à l'origine.
La phase supérieure, ou aqueuse, est constituée par l’eau,
susceptible de laisser apparaître des traces de solvant (0,01 ¸ 0,1 %), et la phase inférieure, ou organique, constituée
essentiellement par le solvant et pouvant contenir des traces d’eau (0,008 ¸ 0,3 %). Le solvant récupéré comme phase organique est
stocké et peut être recyclé, après sa neutralisation et stabilisation, suivant
l’analyse du jour.
Le contenu de la phase aqueuse est traité dans un système
breveté par OMNIATEX, système qui permette le recyclage de cette eau comme eau
de production de la vapeur de régénération.
Avant de retourner en phase d'ADSORPTION, il est nécessaire
re-équilibrer la pression interne à la pression externe au corps du
récupérateur. Cette phase s'appelle PAUSE. Après quoi, le lit de charbon doit
être refroidi car le rendement le meilleur est obtenu à basse température.
Cette phase est dite REFROIDISSEMENT
CHARBONS.
Le rendement de l'appareil est conditionné par les
caractéristiques de l'air à traiter. La température de celui-ci, pour la plus
grande partie des types de solvants, ne doit pas dépasser la température
ambiante. Dans le cas contraire, on doit prévoir un dispositif de
refroidissement de l'air, qui peut être fourni sur demande. En présence de
solvants tels que Chlorure de méthylène ou Fréon, le REFROIDISSEMENT est
obligatoire.
L'humidité relative est un deuxième paramètre
conditionnant le fonctionnement de l’installation d’abattement et récupération.
Dans la plupart des cas, cette humidité relative ne doit pas dépasser 60% (50%
en cas de chlorure de méthylène).
Dans quelques Nation Européenne c’est obligatoire
l’abattement du panache de vapeur rejeté dans l’atmosphère à la fin de la phase
de pause. OMNIATEX peut fournir l’installation avec un système intégré pour
l’éliminer.
Dans les installations avec deux ou plus cuves, le
traitement de l’air fonctionne en continu, tandis qu’un adsorbeur de
l’installation est en régénération l’autre est en adsorption.
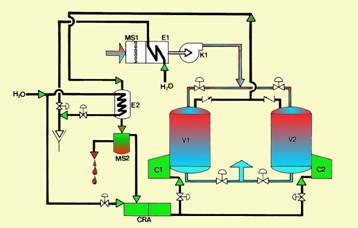
Installation avec deux cuves avec production de la vapeur
intégrée
(Brevet) récupération de l’eau de contact (Brevet) et refroidissement de
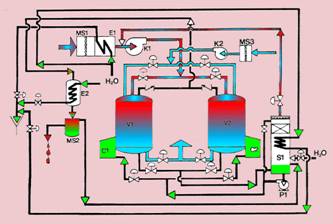
l’air en entrée.Installation avec deux cuves avec production de la vapeur intégrée
(Brevet) récupération de l’eau de contact (Brevet), refroidissement de l’air
en entrée et abattement du panache de la régénération (Brevet).
Les installations OMNIATEX de la série Dr sont des installations pour
l’abattement et la récupération des solvants, pour le plus part chlorés, qui est
souvent présents dans l’air rejetée à l’atmosphère. La température de l’air à traiter ne doit jamais dépasser la température ambiante,
soit ≤ Chaque installation, soit vapeur ou électrique, peut être fournie avec le
système de récupération de l’eau de contact, utilisée pour la production de
la vapeur de régénération (système CRA breveté). Ce système prévient que à
chaque régénération le condensât de vapeur utilisée pour la régénération, qui
ne peut pas être déchargé à l’égout, soit confié à une Société de traitement déchets. 
|
|
Les renseignements suivants sont une description des caractéristiques
techniques des installations série DR que OMNIATEX IMPIANTI CHIMICI SRL
produit dans son atelier. La production de ces installations offre plus de 96 models de base qui
arrivent à une gamme de 3.840 versions finales, qui peuvent même être
offertes, dans le cas, en version ANTIDEFLAGRANTE Eex d/ATEX. La série DR est
couverte par quatre brevets qui réduisent la consommation énergétique et font
monter l’efficacité de rétention des installations. Les installations standard de la série DR peuvent traiter un débit d’air
avec solvant de 320 jusque à 6.000 m3/h di aria, avec de une à
quatre cuves, est sont employées pour l’abattement et récupération d’une
grande gamme de solvants avec rendement élevé, comme documenté par les essais
faits par |
|
700 m3/h |

Les installations respectent même la limite de 2 mg/m3 adoptée
pour les solvants chlorés dans quelque Nation Européenne.
Les solvants le plus usuellement récupérés sont le solvants chlorées comme
le TETRACLOROETHYLENE (perclo), TRICLOROETHYLENE (triclo), le CLORURE de
METHYLE, le CHLOROFORME. Peut même être récupéré le TETRACHLORE de CARBONE,
mais seulement avec une installation spéciale d’acier revêtu.
Puisque il y faut la vapeur d’eau pour la régénération du charbon actif,
les installations de la série DR sont réalisées pour être branchées à une
chaufferie au ont un système de production vapeur intégré. Tous composant électrique employé est, et l’exécution conformes aux
Normes CEI, DIN, SA APAVE, ATEX satisfit les demandes de la plupart de la
demande de sécurité dans les différents Pays. Les installations ont un PLC ou
un PC avec écran LCD ou Touchscreen, pour voir les différentes données de
travail. Quelques installations sont banchées en réseau avec transmission a
distances des données. Beaucoup de Producteurs de bacs de dégraissage achètent ou ont intégré
sur leur machine une installation de récupération OMNIATEX. |
|
1800 m3/h |

Pour débit plus importants, OMNIATEX a son bureau technique qui peut
résoudre quelconque problème de abattement et récupération soit en phase
gazeuse soit liquide. Les installation produites pendants plus de trente ans
d’activité ont atteint le résultat de la récupérer une multitude de solvants et
la purification d’air jusque aux 250.000 m3/h.
On doit se rappeler que les solvants chlorés qui
doivent être récupérés et remployés en production doivent être neutralisés et
stabilisés soit avant leur emploi soit après la récupération pour rétablir
surtout son ACCEPTEUR D’ACIDE conformément à la fiche technique du Producteur,
au dessous de la quelle le solvant ne doit pas être employé ni avant ni après
l’installation de récupération.



2000 m3/h 3600 m3/h
avec traitement du solvant 1800 m3/h